JG-GZS05 型 机电一体化灌装生产线实训系统
一、系统概述
JG-GZS05 型 机电一体化灌装生产线实训系统紧密结合《中国制造 2025 》和《国家中长期人才发展规划纲要》
对“智能制造”和经济社会发展重点领域急需紧缺专门人才及创新型科技人才的培养要求,
依据国家相关职业工种培养及鉴定标准,结合中国当前制造业的岗位需求,接轨学校智能制造、
自动化课程相关标准开发设计而成。 JG-GZS05 型 机电一体化灌装生产线实训系统设备以“工作站”形式综合体现灌装自动化生产、
工业机器人自动化“工作单元”、及其他附属工作设施,操作者可以在学习中培养训练自动化专业技能、机器人自动化技能要求等
,同时也可以提高职业素养中的社会能力与方法能力。
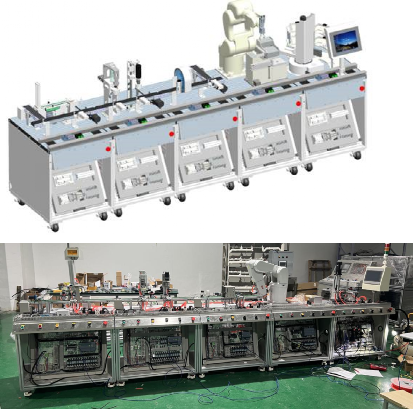
JG-GZS05 型工业机器人自动化生产线实训系统由灌装上料工作站、加盖拧盖工作站
、检测分拣工作站、工业机器人包装工作站、成品自动入库工作站组成,包括了智能装配生产系统、
自动包装系统、自动化立体仓库及智能入库系统、自动检测机质量控制系统、生产过程数据采集及控制系统等,
是一个完整的智能工厂模拟装置,应用了工业机器人技术、 PLC 控制技术、步进控制技术、伺服控制技术、工业传感器技术、
电机驱动技术等工业自动化相关技术,可实现空瓶自动上料、颗粒物料多样上料、物料自动分拣、颗粒可选填装、
自动加盖、自动拧盖、成品检测、成品分拣、机器人抓取入盒、盒盖包装、自动入库等智能生产全过程。
二、主要技术参数
1 、输入电源:三相四线~ 380V ± 10% 50Hz ;
2 、工作环境:温度 -10 ℃~ +40 ℃ 相对湿度≤ 85% ( 25 ℃) 海拔< 4000m ;
3 、额定功率:≤ 3.6KW ;
4 、设备尺寸: ≥ 5000mm × 720mm × 1500mm( 长×宽×高 ) ;
5 、 PLC 主机:西门子 S7-1200 1214C ;
6 、伺服:台达驱动器 ASD-B3-0421-B/ 电机 ECM-B3M-C20604RS ;
7 、触摸屏:昆仑通态 10 寸, TPC1061TI ;
8 、步进电机:驱动器 SR2/ 电机 AM17HD6426-06N ;
9 、工业机器人: ABB IRB120-3/0.58 工业机器人;
10 、安全保护功能:含 实验室智能电源管理系统, 急停按钮,漏电保护,过流保护。
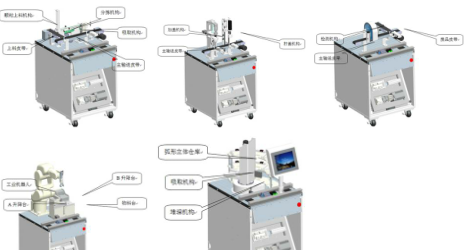
三、系统工作站配置
(一)灌装上料工作站
1 、工作站原理
( 1 )颗粒上料单元由工作实训平台、物料筒、物料传输皮带机构、料瓶上料皮带机构、
循环颗料上料机构、上料填装机构等部分组成,能实现物料瓶的自动上料、物料颗粒按颜色自动分拣及灌装处理。
( 2 )工作实训平台采用钢铝结构。尺寸 :600mm × 720mm × 780mm ± 20mm 。
要求桌体采用约 1.2mm 厚的优质钢板做骨架,经过机械加工成型,外表面喷涂彩色环氧聚塑;
桌面采用 20 × 60mm 优质专业铝型材拼接成型,可根据执行机构的联机情况随意调整安装位置;
( 3 )物料传输皮带机构由支撑座、横杆、传动装置、过渡装置、驱动电机组成,
传输皮带采用两级过渡,相邻皮带间扩展拼接后衔接缝隙≤ 3mm ,
支撑座采用优质铝材加工,皮带采用材料加工,皮带宽度≥ 55mm ;
( 4 )循环颗料上料机构由支撑座、横杆、传动装置、过渡装置、逆向切换装置、
传感器、驱动电机组成,可实现物料颗粒的自动颜色分拣循环上料;
( 5 )上料填装机构由旋转气缸、双轴升降气缸、真空吸盘及其联动机构组成,
将分拣完成的物料由循环颗料上料机构搬运至物料瓶;
( 6 )控制系统根据控制要求布置于万能网孔控制板或桌面平台上,配置有 PLC 系统,
以及与控制要求配套的低压控制器件。控制面板控制按钮采用轻触式按键设计,
设置有“启动、停止、复位、单机、联机、急停”等控制功能。。
2 、主要配置及参数
灌装上料工作站主要由工作实训平台、 PLC 主机、物料筒、物料传输皮带机构、
料瓶上料皮带机构、循环颗料上料机构、上料填装机构等部分组成。
( 1 ) CPU ( 1214C DCDCDC ): 14 点集成 24 V 直流数字量输入,
10 点集成数字量输出, 2 点集成模拟量输入, 0 至 10 V , 2 点脉冲输出 (PTO) ,
频率高达 100 kHz ,脉冲宽度调制输出 (PWM) ,频率高达 100 kHz ,集成以太网接口
( TCP/IP native 、 ISO-on-TCP ),所有模块上均为可拆卸的端子。
( 2 )直流减速电机: 24VDC ;减速比 1/75 ; 1800Rpm ; 0.45Kg.cm ; 0.69A ; GN 齿轮轴型。
( 3 )旋转气缸:双活塞齿轮齿条式复动型;缸径 10 ;回转角度范围 0-190 °;
重复精度 0.2 °;力矩 1.1Nm ;接管口径 M40.8 ;油压缓冲。
( 4 )光纤放大器 :PNP 输出; VR 调节(粗 / 微调);响应时间 1ms 以下;
12-24VDC 供电;红色 LED 光源;各类线缆长度 2m ;尺寸 153973mm 。
( 5 )光纤头:扩散反射型,螺纹形, M6 ,端视图 0.005560100 ,
标准型 2 m 自由裁切,适用于定位 M8 ( 约 18 g)
( 6 )光纤头:扩散反射型,螺纹形, M3 ,端视图附有镜头 0.005 200 32 不断裂强韧挠性 1 m
,自由裁切 M3, 若搭配 F-2HA 使用光点直径 0.4( 约 6 g)
( 7 )开关电源:双组输出 24VDC ;额定 150W/6.2A 。
( 8 )断路器 :2 极;额定 10A ; C 型脱扣特性。
( 9 )感应开关:两线式;有接点磁簧管型;常开型;线长 2m ; 5-30VDC 供电;
红色 LED 指示;适用范围 G 型(用于 MD 、 MK 、 TR 、 TC 、 ACP 、 ACQ 、 STM 、 TWH ( M )、 TWQ 、 SDA 气缸)
(二)加盖拧盖工作站
1 、工作站原理
( 1 )加盖拧盖单元由工作实训平台、加盖执行机构、拧盖执行机构、物料传输皮带等部分组成,
能实现将灌装好的料瓶进行加盖及拧紧处理。
( 2 )工作实训平台采用钢铝结构,尺寸≥ 600mm × 720mm × 780mm ,
要求桌体采用约 1.2mm 厚的优质钢板做骨架,经过机械加工成型,外表面喷涂彩色环氧聚塑;
桌面采用 20 × 60mm 优质专业铝型材拼接成型,可根据执行机构的联机情况随意调整安装位置;
( 3 )加盖机构由物料筒、落料机构、送料机构、顶料机构等部分组成,物料筒采用透明有机玻璃制作,
能存放≥ 10 个物料,落料机构采用铝制材料加工成型,送料机构、顶料机构采用气缸驱动控制;
( 4 )拧盖机构由拧盖主轴电机、电机护罩、拧盖升降机构、拧盖定位机构等部分组成,
拧盖升降机构、拧盖定位机构由气缸驱动控制; ( 5 )控制系统根据控制要求布置于万能网孔控制板或桌面平台上,配置有 PLC 系统,
以及与控制要求配套的低压控制器件。控制面板控制按钮采用轻触式按键设计,
设置有“启动、停止、复位、单机、联机、急停”等控制功能。
2 、主要配置及参数
加盖拧盖工作站主要由工作实训平台、加盖执行机构、拧盖执行机构、
物料传输皮带、 PLC 主机、挂板控制板等组成。
( 1 ) CPU ( 1214C DCDCDC ): 14 点集成 24 V 直流数字量输入, 10 点集成数字量输出,
2 点集成模拟量输入, 0 至 10 V , 2 点脉冲输出 (PTO) ,频率高达 100 kHz ,
脉冲宽度调制输出 (PWM) ,频率高达 100 kHz ,集成以太网接口( TCP/IP native 、 ISO-on-TCP ),所有模块上均为可拆卸的端子。
( 2 )直流减速电机: 24VDC ;减速比 1/75 ; 1800Rpm ; 0.45Kg.cm ; 0.69A ; GN 齿轮轴型。
( 3 )拧盖电机: 24VDC ;减速比 1/22.5 ;直径 45 ;额定转速: 2.4 、( rpm ) r/min ; 0.47A ;永磁直流行星齿轮减速电机。
( 4 )笔型气缸:品牌亚德客,复动型;缸径Ф 10 ;行程 80mm ;附磁石;径向进气型;轴向固定架;内螺纹 M50.8 ;防撞垫缓冲。
( 5 )光纤放大器 :PNP 输出; VR 调节(粗 / 微调);响应时间 1ms 以下; 12-24VDC 供电;
红色 LED 光源;各类线缆长度 2m ;尺寸 153973mm 。
( 6 )光纤头:扩散反射型,螺纹形, M6 ,端视图 0.005560100 ,标准型 2 m 自由裁切,适用于定位 M8 ( 约 18 g) 。
( 7 )开关电源:双组输出 24VDC ;额定 150W/6.2A 。
( 8 )断路器 :2 极;额定 10A ; C 型脱扣特性。
( 9 )感应开关:两线式;有接点磁簧管型;常开型;线长 2m ; 5-30VDC 供电;红色 LED 指示;
适用范围 G 型(用于 MD 、 MK 、 TR 、 TC 、 ACP 、 ACQ 、 STM 、 TWH ( M )、 TWQ 、 SDA 气缸)。
(三)检测分拣工作站
1 、工作站原理
(1) 检测分拣单元由工作实训平台、龙门检测机构、物料传输皮带、不合格品处置机构等部分组成,
能实现对装配后的产品进行检测,使用灯光显示检测结果,并将不合格的物料进行分拣处理。
(2) 工作实训平台采用钢铝结构,尺寸≥ 600mm × 720mm × 780mm ,
要求桌体采用约 1.2mm 厚的优质钢板做骨架,经过机械加工成型,外表面喷涂彩色环氧聚塑,
整机既坚固耐用;桌面采用 20 × 60mm 优质专业铝型材拼接成型,可根据执行机构的联机情况随意调整安装位置;
(3) 龙门检测机构采用拱门式结构,装置有反射式传感器和光纤式传感器,能进行颗粒有无、
瓶盖拧紧与否等情况的检测,机构还装置有反应检测合格与否信号的七彩灯带,能根据物料的合格情况进行显示;
(4) 物料传输皮带与前工作单元的传输皮带采用统一设计,可互换,便于扩展和管理;
(5) 不合格品处置机构由推送机构、不合格品传输皮带及物料检测传感器组成,推送机构采用双轴气缸驱动
,不合格品传输皮带采用直流电机驱动;
(6) 控制系统根据控制要求布置于万能网孔控制板或桌面平台上,配置有 PLC 系统,
以及与控制要求配套的低压控制器件。控制面板控制按钮采用轻触式按键设计,设置有“启动、停止、复位、单机、联机、急停”等控制功能。
2 、主要配置及参数
检测分拣工作站主要由工作实训平台、龙门检测机构、物料传输皮带、
不合格品处置机构、 PLC 主机、挂板控制板等组成。
( 1 )双轴气缸:复动型;缸径Ф 12 ;行程 125mm ;附磁石;铜套轴承;内螺纹 M50.8 ;防撞垫缓冲。
( 2 )调压过滤器:介质空气;内螺纹 PT1/4 ;差压排水式; Mpa 刻度;滤水杯容量 15CC 。
( 3 )气体电磁阀:五口二位;先导式;双位置双电控;内螺纹 M5 ;工作电压 24VDC ; DIN 插座式;
铝合金;压力范围 0.15-0.8Mpa ;介质空气。
( 4 ) CPU ( 1214C DCDCDC ): 14 点集成 24 V 直流数字量输入,
10 点集成数字量输出, 2 点集成模拟量输入, 0 至 10 V , 2 点脉冲输出 (PTO) ,频率高达 100 kHz ,
脉冲宽度调制输出 (PWM) ,频率高达 100 kHz ,集成以太网接口( TCP/IP native 、 ISO-on-TCP ),所有模块上均为可拆卸的端子。
( 5 )直流减速电机: 24VDC ;减速比 1/75 ; 1800Rpm ; 0.45Kg.cm ; 0.69A ; GN 齿轮轴型。
( 6 )光纤放大器 :PNP 输出; VR 调节(粗 / 微调);响应时间 1ms 以下; 12-24VDC 供电;
红色 LED 光源;各类线缆长度 2m ;尺寸 153973mm 。
( 7 )光纤头:扩散反射型,螺纹形, M6 ,端视图 0.005560100 ,标准型 2 m 自由裁切,适用于定位 M8 ( 约 18 g) 。
( 8 )光纤头:品牌欧姆龙,扩散反射型,螺纹形, M3 ,端视图附有镜头 0.005 200 32
不断裂强韧挠性 1 m ,自由裁切 M3, 若搭配 F-2HA 使用光点直径 0.4( 约 6 g)
开关电源(西门子开关电源 5A ):单组输出 24VDC ;额定 150W/6.2A 。
( 9 )断路器 :2 极;额定 10A ; C 型脱扣特性。
( 10 )感应开关:两线式;有接点磁簧管型;常开型;线长 2m ; 5-30VDC 供电;
红色 LED 指示;适用范围 G 型(用于 MD 、 MK 、 TR 、 TC 、 ACP 、 ACQ 、 STM 、 TWH ( M )、 TWQ 、 SDA 气缸)
( 11 ) 256 色指示灯: 256 种颜色指示灯,可做为设备运行指示及远程 IO 学习。
(四)工业机器人包装工作站
1 、工作站原理
( 1 )工业机器人包装工作站由 AB 两个升降台分别存储包装盒底和包装盒盖,
工业机器人包装工作站启动后, A 升降台将包装盒底推向物料台上,
A 升降台随之上升一个盒底位,等待上一站检测合格的物料瓶到位,当上一站合格物料瓶到位,
启动工业机器人将瓶子抓取,并放入物料台上的包装盒底内。当包装盒底 4 个工位放满瓶子,
工业机器人自动从 B 升降台上吸取盒盖,盖在包装盒上, B 升降台随之上升一个盒盖位,并通知成品自动入库工作站入库。
( 2 )工作实训平台采用钢铝结构,尺寸≥ 600mm × 720mm × 780mm ,
要求桌体采用约 1.2mm 厚的优质钢板做骨架,经过机械加工成型,外表面喷涂彩色环氧聚塑,
整机既坚固耐用,桌面采用 20 × 60mm 优质专业铝型材拼接成型,可根据执行机构的联机情况随意调整安装位置;
( 3 ) 6 轴工业机器人,有效荷重≥ 3 kg ,重复定位精度≤ 0.01mm ,工作范围≥ 580 mm ,
工业机器人配置有气动手抓和真空吸盘两种夹具,可实现搬运、装盒、贴标等功能;
(4 )物料提升机构采用步进电机控制,可同时储放三个物料,能根据使用情况实现自动提升;
( 5 )标签平台,采用铝材加工组装,至少 4 行 6 列标签放置区,可同时放置 24 个标签,
为节省台面空间,尺寸应在约 L150mm*W110mm*H206mm 左右。
( 6 )控制系统根据控制要求布置于万能网孔控制板或桌面平台上,配置有 PLC 系统,
以及与控制要求配套的低压控制器件,控制面板控制按钮采用轻触式按键设计,设置有“启动、停止、复位、单机、联机、急停”等控制功能。
2 、主要配置及参数
工业机器人包装工作站主要由六轴工业机器人、 PLC 挂板控制板、升降台 A 模块、
升降台 B 模块、实训桌及配套的电机、气缸、电气元器件等组成。
( 1 )工业机器人( IRB120-3/0.58 ): ABB 品牌,最大负载≥ 3 kg ;
最大臂展半径≥ 580mm ; 轴数:≥ 6 轴;位置重复精度:≦ 0.01mm ; 防护等级:≥ IP30 ;轴运动范围:
1 ) 1 轴:≥± 165 °、 2 ) 2 轴:≥± 110 °
、 3 ) 3 轴:≥ +70 °至 -110 °、 4 ) 4 轴:≥± 160 °、 5 ) 5 轴:≥± 120 °、 6 ) 6 轴:≥± 400 °;
机器人本体重量:≤ 25kg ; 最大噪音:≤ 70dB(A) 。)
( 2 )机器人控制器: ABB 品牌 IRC5 型号,尺寸(长宽高) 258 x450 x 565mm ,
重量 27.5kg ,外部接口:输入 / 输出:标准 16/16 ( * 多 8192 )数字: 24 V DC 或继电器信号 ,
模拟: 1 × 0-10 V, 串行通道: 1 × RS 232 ( RS422 带适配器) , 网络 : 以太网( 10/100 MB/s ) ,
两条通道: 服务和 LAN, 现场总线(主): DeviceNet , PROFINET , PROFIBUS DP , Ether net/IP,
现场总线(从): PROFINET , PROFIBUS DP , Ether net/IP , Interbus , Allen-Bradley 远程 I/O ,
CC-link, 处理编码器 多 6 通道 , 供电电源 200240VAC , 5060Hz ,等。
( 3 )示教器: ABB 品牌,重 1 kg , 6.5 "图形化彩色触摸屏,操纵杆,紧急停,支持惯用左 / 右手切换,支持 U 盘,维护 ,
诊断软件,恢复程序,带时间标记登录,支持远程服务。
( 4 )步进电机驱动器:输入电压 12-48VDC ;输入信号电压 4-28VDC ;输入电流 0.3-2.2A ;
步进脉冲频率 2-2MHz ; 3 位拨码开关; 8 种电流细分选择
( 5 ) CPU ( 1214C DCDCDC ):品牌西门子, 14 点集成 24 V 直流数字量输入, 10 点集成数字量输出,
2 点集成模拟量输入, 0 至 10 V , 2 点脉冲输出 (PTO) ,频率高达 100 kHz ,脉冲宽度调制输出 (PWM) ,
频率高达 100 kHz ,集成以太网接口( TCP/IP native 、 ISO-on-TCP ),所有模块上均为可拆卸的端子。
( 6 )开关电源:单组输出 24VDC ;额定 150W/6.2A 。
( 7 )断路器 :2 极;额定 10A ; C 型脱扣特性。
( 8 )感应开关:两线式;有接点磁簧管型;常开型;线长 2m ; 5-30VDC 供电;红色 LED 指示;
适用范围 G 型(用于 MD 、 MK 、 TR 、 TC 、 ACP 、 ACQ 、 STM 、 TWH ( M )、 TWQ 、 SDA 气缸)
( 9 )调压过滤器:介质空气;内螺纹 PT1/4 ;差压排水式; Mpa 刻度;滤水杯容量 15CC
( 10 )气体电磁阀:五口二位;先导式;双位置双电控;内螺纹 M5 ;工作电压 24VDC ;
DIN 插座式;铝合金;压力范围 0.15-0.8Mpa ;介质空气。
(五)成品自动入库工作站
1 、工作站原理
(1 )成品入库单元由工作实训平台、环形仓库、环形码垛机、气压控制单元、触摸屏及其控制系统组成。
( 2 )工作实训平台采用钢铝结构,尺寸≥ 600mm × 720mm × 780mm ,要求桌体采用约 1.2mm 厚的优质钢板做骨架,
经过机械加工成型,外表面喷涂彩色环氧聚塑,整机既坚固耐用;桌面采用 20 × 60mm 优质专业铝型材拼接成型
,可根据执行机构的联机情况随意调整安装位置;
( 3 )环形仓库采用≥ 8mm 厚的优质铝板加工成型,按二层三列 6 仓位布置,仓位上有与物料盒规格大小一致的凹槽
,用于物料盒的存储和精准定位,每仓位均安装有检测传感器,可实时反应仓位的存储状态;
( 4 )环形码垛机与环形仓库配套,运动部分交流伺服系统控制,物料的拾取采用双轴气缸和真空吸盘实现,
运动机构采用高精密的滚珠丝杆,可将物料盒精准地放置于每个仓位;
( 5 )工业触摸屏,尺寸≥ 7" ,分辨率≥( 800 × 480 ),应能通过软件进行画面组态,
实现控制设备全线启停,复位,监控各站传感器状态。
( 6 )控制系统根据控制要求布置于万能网孔控制板或桌面平台上,配置有 PLC 系统,交流伺服系统
(配套交流伺服电机),以及与控制要求配套的低压控制器件。控制面板控制按钮采用轻触式按键设计,
设置有“启动、停止、复位、单机、联机、急停”等控制功能。
几个站点的图片:
、主要配置及参数
成品自动入库工作站主要由工作实训平台、环形仓库、环形码垛机、气压控制单元、触摸屏及其控制系统、
PLC 主机、伺服驱动器及电机、挂板控制板及配套的电机、气缸、电气元器件等组成。
( 1 )伺服控制:集成全部控制模式:外部脉冲位置控制 内部设定值位置控制 速度控制 扭矩控制,
集成抱闸继电器, 1MHz 高速脉冲输入, 20 位分辨率绝对值编码器,可通过 SD 卡参数复制等。
( 2 )伺服电机:额定速度 2000rpm, 额定扭矩 1.27NM ,绝对编码器 20 位分辨,保护等级 IP65 自冷却。
( 3 )真空发生器:直接配管型(无消声器);喷嘴直径Ф 0.5 ;高真空度 +88kPa ; SUP 接口 Rc1/8 ;
VAC 接口 Rc1/8 ; EXH 接口 Rc1/8 。
( 3 )吸盘:垂直真空口接管;不带缓冲;Ф 10 平行吸盘;丁晴橡胶;接管方式外螺纹;螺纹直径 M50.8
( 4 ) CPU ( 1214C DCDCDC ):品牌西门子, 14 点集成 24 V 直流数字量输入, 10 点集成数字量输出,
2 点集成模拟量输入, 0 至 10 V , 2 点脉冲输出 (PTO) ,频率高达 100 kHz ,脉冲宽度调制输出 (PWM) ,
频率高达 100 kHz ,集成以太网接口( TCP/IP native 、 ISO-on-TCP ),所有模块上均为可拆卸的端子。
( 5 )开关电源:单组输出 24VDC ;额定 150W/6.2A 。
( 6 )断路器 :2 极;额定 10A ; C 型脱扣特性。
( 7 )感应开关:两线式;有接点磁簧管型;常开型;线长 2m ; 5-30VDC 供电;红色 LED 指示;
适用范围 G 型(用于 MD 、 MK 、 TR 、 TC 、 ACP 、 ACQ 、 STM 、 TWH ( M )、 TWQ 、 SDA 气缸)。
( 8 )调压过滤器:介质空气;内螺纹 PT1/4 ;差压排水式; Mpa 刻度;滤水杯容量 15CC
( 9 )气体电磁阀:五口二位;先导式;双位置双电控;内螺纹 M5 ;工作电压 24VDC ; DIN 插座式;
铝合金;压力范围 0.15-0.8Mpa ;介质空气。
( 10 )人机界面: 昆仑通态 10 寸, TPC1061TI 屏触摸被安装在成品入仓单元,
与灌装自动化生产组各站控制器 PLC 连接通讯,显示设备所需要的参数设置,设备启停,显示各站间的 IO 信号,硬件 IP 等。
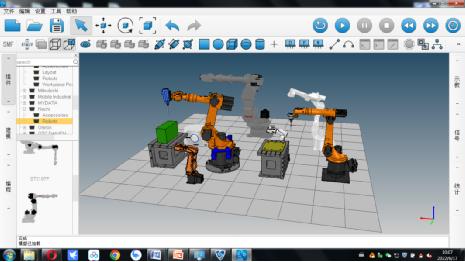
(六)智能制造生产线虚拟仿真系统软件
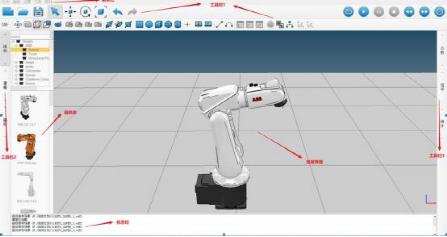
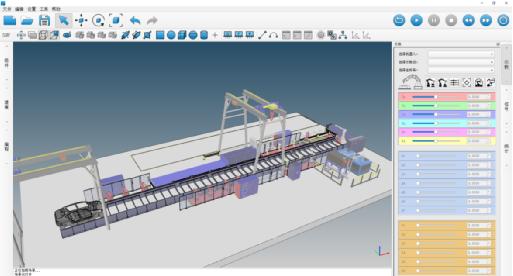
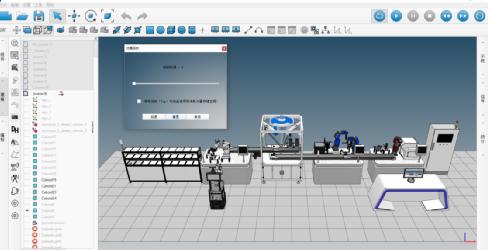
1 、支持超大场景带贴近真实渲染效果的生产线仿真,多任务场景管理、多视图显示切换,方便使用者观察和编辑。
2 、软件特有的组件模型库,包括各品牌机器人(参考品牌: ABB 、 KUKA 、 Fanuc 、 YASKAWA 、
Staubi 、埃夫特、埃斯顿、欢颜、傲博、珞石、李群、新时达等国内外众多品牌的机器人)、机床、传送带导轨、
AGV 小车及其他外围设备的模型组件;模型库支持机器人和组件的查找,组件库持续更新;
3 、支持用户自定创建并保存模型,支持包含:
stp 、 step 、 igs 、 obj 、 stl 、 dxf 等标准 CAD 文件格式的文件输入和输出,并可根据机器人 DH 参数自定义创建串联机器人模型;
4 、支持串联、并联 Delta 及直角坐标系 SCARA 等不同结构类型的机器人及运动机构的建模及运动仿真和后置输出;
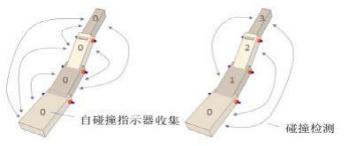
5 、具备完整的运动学逆解算法、运动组件碰撞检测、运动组件距离检测和运动路径规划的功能;
、具备创建标准几何体的 CAD 编辑功能,可对导入的模型进行拆分、合并、编组、原始坐标系的重新定义,
并可对已有的几何体进行精简和优化;支持几何体模型材质贴图,使模型外形更加真实;可对三维模型进行平移、
旋转、自由缩放及自定义参数设置;
7 、支持工业机器人多种编程模式选择:如手持工具、手持工件(常规 TCP 、固定 TCP 、动态 TCP );
8 、具备离线编程功能:可根据 CAD 模型轮廓获取轨迹或点位,实现直线、圆弧、关节等插值功能;
支持在编程时加入信号功能,并可输出产生后置程序代码文件( ABB , EFFORT , Mitsubishi ,
KUKA , AUBO , Fanuc , Kawasaki , Motoman , Yaskawa , Rokae 等品牌机器人的后置代码);
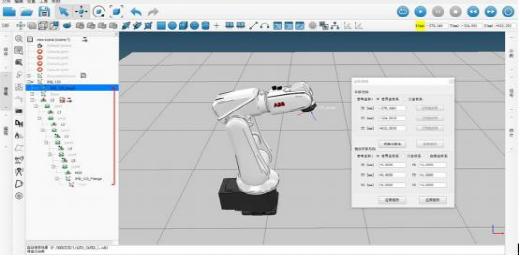
9 、具备通用虚拟机器人示教面板,可对机器人各关节轴、工具坐标系、基座坐标的设置和修改;
10 、支持工件校准功能(三点定位法),可根据真实现场加工件数据与理论模型的参数做对比自动调整工件的位置和轨迹;
11 、支持多轴机器人的运动、仿真和输出,如 4 轴、 5 轴、 6 轴、 7 轴、 8 轴、 9 轴、
11 轴等更多轴的变体运动机构的仿真模拟输出;
12 、支持机器人外部轴运动:如变位机、地轨等外围设备的运动仿真;
13 、支持多机器人协同工作,多机器人与机床及其他设备仿真运动;
14 、支持工装夹具、气动夹爪多种姿态的设定,如可将一个机器人夹爪定义成开或合的两种状态;
15 、具备快速拼装组件和搭建场景的功能,并可通过信号交互使各虚拟组件设备之间进行交互仿真;
16 、支持功能传感器仿真:如距离传感器、视觉传感器和力传感器;
17 、支持运动仿真中对工业机器人、机床的可达性、轴超限等进行检查;
18 、具备以时间轴为展示方式之一的仿真管理面板,以时间轴的方式同时展示仿真场景中
一个或多个机器人及运动组件的顺序或倒序的仿真运行,体现相互等待关系和运行的起止时间、运行进度;
19 、支持视频录制功能,可实时对整个仿真过程进行录制并可输出保存到指定位置;
20 、生成的轨迹可进行分组管理,分组后,可对轨迹进行编辑的同一操作,
21 、提供物理引擎选择并支持动力学仿真;通过设置各对象的质量、质心位置等参数进行动力学计算;
22 、各种工业机器人应用仿真案例库:包括机器人分拣、码垛搬运、机器人焊接、机器人喷涂、
机器人抛光打磨、机器人去毛刺、机器人激光融覆等实际应用等案例;

23 、支持与真实示教器的硬件直接连接,可与具备开发接口的机器人控制器直连
( ABB 、 KUKA 、纳博特、固高、傲博等国内外品牌的控制器连接),可提供定制开发;
24 、提供开放机器人运动学接口,各种机器人与运动组件的运动学和行为逻辑可以通过系统内置模板或者
lua 语言撰写的脚本进行控制,支持包括数控机床、多个旋转轴的串联机器人、并联机器人、双臂机器人、
直角坐标机器人、 AGV 小车、以及生产线上对应的工装夹具、传送带等辅助设施; 25 、支持远程客户端应用编程接口控制,提供 SDK 开发包;可通过 C/C++ 、 Python 、
等语言进行远程控制,提供超过 300 种不同的应用编程接口函数。
26 、软件可以直接导入学校原有的工业机器人制作的三维格式文件,可利用三维展示学校原有的工业机器人教学实训设备,
并实现教学实训任务的三维运动仿真。
27 、该系统须与校方提供的智能制造硬件系统建立一对一映射关系,实现数字孪生。
28 、多视角:提供多个视角查看自动化生产线单元状态,包含自动化生产线单元的三视图,环绕式视角,自由行走视角。
29 、节点图:提供运动机构节点图单独视角窗口,节点图窗口可拖曳,更便利的查看自动化生产线单元运行。
30 、运动模式:只显示当前位置与目标位置、以及机器人行走轴等运动机构。更清晰的查看自动化生产线单元的运行状态与动作。
31 、运动轨迹:提供上下料机器人的运动路径显示,一目了然的查看机器人的运动轨迹。
32 、单机操作:单机模式下,选择目标位置进行单机操作,单机操作包含上料 / 下料、取料 / 放料等 .
(七)配套附件
1 、电源盒模块
具有 6 个单元交流电源提供,具有漏电保护、过流保护等用电安全保护功能。
2 、可移动平台
( 1 )功能:单工位设计,方便学员实训使用。
( 2 )尺寸:约 L600mm × W700mm × H780mm
( 3 )台架:台架采用 Q235 冷轧钢板折弯焊接而成,桌体底采用带刹车万向轮,移动和固定两相宜,方便调整设备的摆放位置。
台面:采用约 25mm 厚高密度中纤板外贴防火板 ,PVC 截面封边,桌边鸭嘴型设计,台面具有耐磨、耐热、耐污及易清洁等特点。
3 、装配平台
( 1 )功能:由台架、工具柜、台面组成,用于电气及机械结构的装配平台。
( 2 )尺寸:约 L1500mm × W700mm × H780mm
( 3 )台架:采用冷轧钢板折弯焊接而成,喷塑后组装连接,装配桌预设电源插座扩展孔,依据用途可加装电源插座。
整个装配桌可随意拆装,方便运输安装。
( 4 )工具柜:采用冷轧钢板折弯焊接而成,工具柜有多个抽屉,可储藏工具,放置于装配桌底部一侧。台面
:采用约 25mm 厚高密度中纤板外贴防火板 ,PVC 截面封边,台面具有耐磨、耐热、耐污及易清洁等特点。
4 、产品配件包:包含了 PLC 编程线、触摸屏 USB 下载线、 485 通讯线、空气压缩机、排插座、物料瓶身
、蓝色 / 白色瓶盖、蓝色 / 白色物料块、蓝色 / 白色标签、发货光盘、设备使用说明书、安装螺丝螺母等
(八)云智能实验室安全管理系统

本平台将无线传输、信息处理等物联网技术应用用于自动化远程控制。设备端运行状态、
数据参数等上传至云平台。物联网系统的传感层、传输层和应用层关联掌握数据与分析数据。
1 、电压、电流等模拟量数据显示。
2 、输入开关监控,输出开关等数字量控制。
3 、远程控制启停状态,给定输出电压值的。
4 、显示输入输出电压值的历史数据。
5 、可按照日期、日间进行查询历史数进行查询。
6 、报警信号为 PLC 主机模拟量采集数值或者开关量可以自由设定,如当模拟量输入超过设定电压时产生报警
,通过物联网自动化应用软件将报警信号上传到云平台,通过云平台向设置的终端推送报警信号,每台设备可对应多个终端设备。
7 、通过手机端可以实现远程控制 PLC 的输出及监视 PLC 的输入状态变化。
8 、数据显示画面:画面显示输入电压数值,输出电压监控,开关状态输入,开关控制输出,以及云端连接二维码。
9 、联网设置界面:设置现场数据连接云平台后台数据库管理。
★投标人需提供云智能实验室安全管理系统软件著作权证书原件备查。
(九)实验室智能电源管理系统
为保证设备和使用人员的安全,实训室总体智能电源管理系统由主电路、控制电路、
检测保护电路、显示电路、语音报警电路等组成。
主要功能:
1 、上电系统自测
( 1 )主电路及控制电路上电后对线路系统进行输入电压的过压、欠压;线路对地漏电;
输出负载过流的检测,任一故障存在电源输出断开。
( 2 )故障内容有相应文字显示。
( 3 )对故障进行语音报警。
2 、运行检测保护
( 1 )输入过压、欠压、输出过流、漏电,任一故障出现将自动跳闸,实施保护。
( 2 )对故障进行语音报警。
( 3 )保护阀值可进行现场设置。
3 、漏电功能测试
( 1 )按下漏电测试按钮,装置会自动提供一个漏电测试信号,使保护器跳闸。
( 2 )重新进行上电进入自己检测状态,文字显示“开机检测中 .... ”,
无故障情况下,实训室智能电源管理系统恢复供电。
4 、过压保护
( 1 )运行中,出现输入过压,实训室智能电源管理系统将跳闸。
( 2 )对应的“过压相”进行文字显示。
( 3 )语音播报“线路过压,请注意”。
5 、过流保护
( 1 )运行中,三相电源中任一相出现过流,实训室智能电源管理系统将跳闸。
( 2 )对应的“过流相”进行文字提示。
( 3 )语音播报“线路过流,请注意”
6 、漏电保护
( 1 )运行中,三相中任一相出现漏电,实训室智能电源管理系统将跳闸。
( 2 )对“漏电”进行文字显示。
( 3 )语音播报“线路漏电,请注意”。
7 、电源监控
( 1 )可对各相电压进行数值显示及曲线显示,显示精度± 5V
( 2 )可对各相电流进行数值显示及曲线显示,显示精度± 0.1A
( 3 )高压保护电压设置:
①设置范围 <300V ,输入 1A;
②动作时间: 2-5S ,输入单位 0.1S
( 4 )欠压保护电压设置:
①设置范围: >154V ,输入单位 1V
②动作时间: 2-5S ,输入单位 0.1S
(5) 过流保护电流设置:
①设置范围: <20A, 输入单位 0.01A;
②动作时间: 0.5-2S ,输入单位 0.1S
四、教学课件资源要求
(一)工业机器人课程资源
、工业机器人的概述:工业机器人的定义、发展与应用、基本组成及技术参数、工业机器人的分类;
、工业机器人的机械系统:工业机器人的 1 轴结构、工业机器人的 2 轴结构、工业机器人的 3 轴结构、
工业机器人的 4 轴结构、工业机器人的 5 轴结构、工业机器人的 6 轴结构、工业机器人的机身结构、
工业机器人的行走结构、工业机器人的驱动装置和传动单元;
、工业机器人的运动学与动力学:工业机器人的连杆参数和齐次坐标变换矩阵。
、工业机器人的控制系统:工业机器人控制装置、工业机器人驱动装置、工业机器人检测装置;
、工业机器人的编程:工业机器人的编程方式、工业机器人的示教编程、工业机器人的编程语言、
工业机器人的语言系统结构和基本功能、常用工业机器人编程语言、工业机器人的离线编程、工业机器人的离线编程仿真软件及编程示例;
、工业机器人的典型应用:焊接机器人的应用、搬运机器人的应用、码垛机器人的应用、涂装机器人的应用、装配机器人的应用;
、提供汽车生产线工业机器人应用的高清视频。
(二) PLC 编程教学课件资源
( 1 ) PLC 的认知: PLC 简介、 PLC 工作原理及运行模式、 PLC 特点、 PLC 扩展功能、 PLC 应用技术人才培养;
( 2 )软件的使用:集成软件开发平台、集成软件简介、入门实例;
( 3 )控制单元的程序设计、指令编写、硬件选型和设计、课后思考与练习等内容。模块至少包括:
八路抢答器、三相异步电机的星三角降压启动、运料小车往返控制、十字路口交通灯的控制、电动机组的启停控制、 HMI 控制液体混合。
( 4 )小型自动化生产线的设计
课件资源具有产品的搬运、检测和传输分拣功能,整个系统由送料单元、机械手搬运单元、
步进电机多点定位输送单元和传送带输送分拣单元等组成。具体的项目设计要求如下:
1 )本设计的要求使用通过触摸屏与控制台按钮操作,控制生产线的自动运行。生产线通电以后
,系统自行检测初始状态是否满足运行条件,如不满足则自行复位或手动调整,若满足则触摸屏显示准备就绪;
2 )在准备就绪的情况下,按下启动按钮,生产线开始按顺序运行,供料单元开始工作,电机驱动转盘将工件送到物料台上;
电机运行 10 秒后,若物料台光电开关没有检测到物料,说明已没有物料,开始报警;若检测到物料,则一号搬运机械手开始动作;
3 )物料台有料,一号机械手臂伸出并下降夹取工件,夹取到工件后机械手上升缩回并旋转到右侧限位;
然后机械手伸出下降将工件放到步进电机输送单元的供料台上,一号搬运机械手恢复到初始状态,等待下一次运行;
4 )当步进电机输送单元传感器检测到供料台工件后,步进电机前往高度检测单元进行检测;
到达后通过超声波传感器进行高度检测,检测完毕后;步进电机运行到二号搬运机械手位置;
5 )到达二号搬运机械手位置后;二号搬运机械手伸出、爪夹取工件,机架台上升,旋转到右限位,伸出手臂,
机架台下降,手爪放松,将工件放到传送带上,同时二号搬运机械手复位;
6 )当传送带单元传感器检测到工件时,传送带开始工作,根据工件的颜色、材料进行分拣;
分拣结束后,供料台回到供料位置,等待下一次运行。
( 5 )用户手册:包括有关硬件、软件和通信的手册,数量不少于二十多种。 (三) PLC 控制编程仿真软件
1 、软件特点:
( 1 )软件以 PLC 为原型,实现基本指令、应用指令以及顺序控制指令的仿真模拟。
( 2 )软件通过实训要求,了解实训目的和控制要求。
( 3 )实训器件采用三维仿真实物组件,让学生了解控制实验中所需的元件。
( 4 )通过器件库,学生可进行器件布局,对各控制回路进行模拟接线。
( 5 )通过 I/O 分配布置,将鼠标移到 I/O 分配地址资源相应部分能查看到相对应的实物。
( 6 )通过符号库,选择正确的符号放置有 T 型图正确位置,实现接线仿真。
( 7 )在原理图中进行模拟仿真连接电路,按步骤连接正确后才能进行下一条的接线操作。
( 8 )接线完成实现通电运行,通过鼠标进行上电运行,软件会以动画形式进行动作演示。
2 、软件仿真项目
( 1 )双面铣床控制
( 2 )工业洗衣机控制
( 3 )皮带运输线控制
( 4 )电镀生产线控制
( 5 )运料小车控制
( 6 )音乐喷泉控制
( 7 )简易机械手控制
( 8 )大小球传送装置控制
( 9 )循环彩灯控制
( 10 )停车场车位控制
( 11 )小推车控制
( 12 )三层电梯控制
( 13 )电动机启停控制
( 14 )电动机正反转控制
( 15 )电动机循环正反转控制
( 16 )可逆运行反接制动控制
( 17 )三速电机控制
( 18 )星角降压启动控制
( 19 )数码管点亮控制
( 20 )交通灯控制
( 21 )恒压供水系统控制
(四)电气控制技能实训仿真软件
以三维仿真交互技术和三维动画视觉表现及多媒体数字技术为核心,能进行三维电路分析、
电气电路模拟电路考核、综合技能虚拟实训、电气基础训练、元器件识别检测。
1 、软件模拟线路故障根据故障现象使用各种虚拟仪表进行排故
2 、学员根据电路图自己布局电气设备并连接线路,自动检测线路错误。
3 、电机及电气三维元件装配
4 、元器件检测
5 、电气电路仿真
6 、自动门仿真
7 、升降机仿真
8 、机床电气实训排故实训
9 、仪器仪表的使用万用表、双踪示波器、信号发生器、频谱仪、钳形表
10 、机械手仿真
需提供电气控制技能实训仿真软件著作权原件备查。 五、实训项目要求
(一)工业机器人实训
1 、工业机器人示教单元使用
2 、工业机器人基本指令操作与位置点设置
3 、工业机器人软件使用
4 、工业机器人工件的跟踪抓取
5 、工业机器人调试
6 、六轴机器人程序编写
7 、六轴机器人位置运算实训
8 、六轴机器人位置变量使用实训
9 、六轴机器人与 PLC I/O 通讯实训
10 、网络 IO 监控机器人工作状态
(二) PLC 控制实训
1 、 PLC 基本指令的应用
2 、 PLC 功能指令的应用
3 、 PLC 编程软件应用
4 、数据传输功能实训
5 、定时、计数、移位功能实训
6 、比较功能实训
7 、跳转功能的应用实训
8 、子程序调用功能的应用实训
9 、中断控制功能的应用实训
10 、 PLC 步进指令的应用
11 、 PLC 控制传输带启停
12 、 PLC 判断多种物料属性
13 、 PLC 判断物料放置位
14 、 PLC 对传输带运行的绝对定位控制
15 、 PLC 对传输带的混合定位控制
16 、 PLC 对六轴机器人的基本动作控制
17 、 PLC 对六轴工业机器人自动控制
18 、利用脉冲指令对步进电机控制
19 、 PLC 对堆垛机模块升降控制
20 、 PLC 对仓库出库入库自动控制
21 、 PLC 对仓库间仓位调配的控制
(三)传感器技术及应用
1 、光电传感器的特性研究及应用
2 、电感传感器的特性研究及应用
3 、电磁传感器的特性研究及应用
4 、位置传感器的特性研究及应用
5 、数字光纤传感器对单一颜色分拣实训
6 、光电传感器实训
7 、磁性开关实训
8 、对射型与反射型传感器的应用。
(四)气动控制技术
1 、电控气动阀的工作原理及应用
2 、真空发生器的工作原理及应用
3 、气动二联体的工作原理及应用
4 、各种气缸的工作原理及应用
(五)运动控制系统
1 、伺服电机定位的控制技术
2 、直流电机的控制技术
3 、交流电机的变频调速技术
4 、步进电机的定位控制技术
5 、交流伺服系统基本接线操作
6 、伺服放大器参数设置
7 、伺服反馈与脉冲数观察
8 、伺服脉冲输入控制正反转
9 、伺服带速度反馈的脉冲控制正反转
10 、伺服故障代码的熟悉与排除
11 、步进电机接线操作
12 、步进驱动器参数设置修改
13 、升降台模块升降定位实训
14 、伺服电机速度位置控制功能的应用实训
(六)变频器系统实训
1 、变频调速的 PWM 控制功能的应用实训
2 、检测系统的程序设计
3 、变频调速自动传输系统的程序设计
4 、自动储存系统的程序设计
5 、变频器基本接线操作
6 、变频器功能参数设置与操作
7 、 PU 操作及外部操作
8 、多档转速的 PLC 控制
9 、电机正反转运动控制
10 、速度定位系统实训
11 、变频器的外部运行、组合运行实训
12 、多面板参数复制实训段速电机控制实训
13 、瞬时停电启动控制实训
(七)组态监控及人机界面技术
1 、组态监控软件的基本应用
2 、组态监控软件通信应用实训
3 、组态软件安装
4 、窗口组态
5 、 PLC 寄存器连接
6 、简单动画组态
7 、报警组态
8 、数据存储于 PLC 或 HMI 的用法
9 、触摸屏监控各工作单元设备
10 、触摸屏对整体实训流程监控与管理
11 、触摸屏实现故障设置于诊断排除
12 、工程制作与下载
13 、通过触摸屏对整套系统参数设置
14 、触摸屏对系统报警代码查询与处理
(八)机械结构训练技术
1 、同步带传动机构的设计及特性研究
2 、直齿轮传动机构的设计及特性研究
3 、锥齿轮传动机构的设计及特性研究
4 、直线导轨的设计及特性研究
5 、滚珠丝杆的特性研究及应用
6 、机械结构的安装调试
(九)故障检测技术技能培训
1 、程序故障设置的排除训练
2 、参数故障设置的排除训练
3 、电气接线故障设置的排除训练
4 、机械故障设置的排除训练
(十)网络通讯技术和 PROFIBUS 总线技术
1 、网络通讯基础的原理与应用
2 、 PROFIBUS-DP 模块的研究与应用
3 、 PROFIBUS 通讯协议的研究与应用
4 、 PROFIBUS 主站与从站之间的通讯研究
(十一)智能制造生产线虚拟仿真实训
1 、智能制造生产线虚拟仿真系统安装与简介
2 、智能制造生产线虚拟仿真系统用户界面及位姿操作
3 、实体智能制造生产线虚拟仿真系统的场景对象搭建
4 、智能制造生产线虚拟仿真系统的六种计算模块应用
5 、智能制造生产线虚拟仿真系统的 API 框架的搭建
6 、工业机器人及生产线的建模及仿真
7 、智能制造生产线虚拟仿真系统的设计搭建
|
