JGHK-A1 �ͻ����豸��װ��ά���ۺ�ʵѵƽ̨
һ����Ʒ����
��ʵѵƽ̨�������ݼӹ��������е�ְҵѧУ���רҵ��ѧ�������ܽ����ҵ����ҵ���������ܶԽӹ���ְҵ����������ҵʵ�ʸ�λ����Ҫ��ƽ̨�ѻ�еװ��͵�������ϵͳ��Ч�ںϣ������е�ְҵѧУ�ӹ����������רҵ���涨�Ľ�ѧ�������漰���ִ���е���켼������е��ͼ����е��������е��ƻ������繤���Ӽ������Զ���⼼���� PLC ���Ƶ��Ӧ�ü����������豸���Ƽ������Զ�����ϵͳ�������豸����������ά��������������������ѹ�������Ƽ����������豸��������Ƽ����ȷ����֪ʶ�ͼ���Ҫ��ͨ��ѵ�������ѧ���ڻ�е������ҵ�������ҵһ�߹���װ����ʵʩ�������豸�İ�װ����ԡ���е�ӹ�������������ơ��Զ�����ϵͳ��������������ļ�������������������ҵ���������ϵͳ���豸�����С�ͨ�û����豸ά������������������豸�ļ�������������ȸ�λ�ľ�ҵ������
������Ʒ�ص�
• ����ȸ� ������ҵ����ҵ������װ�ÿ�ģ����ʵ���س崲�ӹ������ʵѵ�������ݹ�ҵ�ֳ��������������ã���ʵѵ�����빤�����̶Խӣ�������֪ʶ�ںϵ�ʵ�ʲ�����ȥ��������ҵ�ֳ�ʵ�ʲ�����
• ʵ����ǿ ���ݼӹ��������е�ְҵѧУרҵ��ѧ���еĿγ�����Ҫ�����ع���ְҵ������ҵ��Ҫ�����ø���ʵ�ʹ���������ְҵʵ���Ϊ���ߣ��������ѧ���Ķ��ּ��ܺ;�ҵ������
• ģ�黯��� �豸����еװ��͵�������ϵͳ��Ч�ںϣ��ɶ��ֻ��粿����ɣ�����ɻ����豸��װ��ά���������������·���ӡ� PLC �ʹ����������д������������װ�侫�ȼ��ȵ�������������ʵѵ��ѧ��������ѵ��ְҵ��������Ҫ�������豸����������չ��
������������
• �����Դ���������ߣ����������ߣ� �� 380V �� 10% 50Hz
• �����������¶� -10 �桫 +40 �� ���ʪ�ȡ� 85% �� 25 �棩 ���Σ� 4000m
• װ���������� 2.0kVA
• ���γߴ磺 1400mm �� 700mm �� 1415mm ��ʵѵ̨��
700mm �� 600mm �� 1800mm ���������ƹ�
900mm �� 700mm �� 1500mm ������̨��
560mm �� 600mm �� 1020mm ����������
• ��ȫ���������е�����©�籣������ȫ���Ϲ��ұ���
�ġ�ϵͳ����빦��
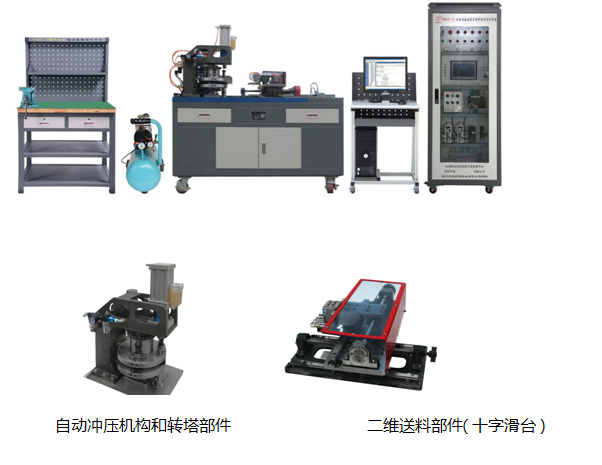
��װ����Ҫ�����Ǹ���Ҫ����ɶԱ��ӹ����ϵ��Զ������ϼ���ģ�߾�ȷ���ѹ���̣�����ͨ���������ƹ��еĴ������� PLC ���������ȿ������ŷ��������ת�����ƶ�ά���ϲ�����ʮ�ֻ�̨���˶�����ά���ϲ�����ʮ�ֻ�̨�����Զ������ϻ������ֿ⣩���ʵ�ֱ��ӹ����ϣ����壩���Զ����ϡ��Զ����ϡ��Զ���λ���Զ����Ϲ��ܣ���θ��ݼӹ�Ҫ��ͨ�����������ת�����ת�������ж���״��ѹģ�ߵĸ�����������ͨ��������λϵͳ��ת�����о�ȷ��λ��������ó�ѹϵͳ�Լ����ѹģ�ߵ����϶��������Ͻ��о��ܳ�ѹ��
��ʵѵװ����Ҫ��ʵѵ̨���������ƹ�����Դ����ģ�顢�ɱ�̿�����ģ�顢��Ƶ��ģ�顢������ģ�顢�����������ģ�顢�ŷ��������ģ�顢������չģ��ȣ�������Դ�������������ٵ������������������ŷ�����ȣ�����е������������ά���ϲ�����ʮ�ֻ�̨�����Զ������ϻ������ֿ⣩��ת��������ģ�ߡ��Զ���ѹ����������̨��װ�估���ߡ���Ƶ��ѧ������ 3D �����ѧ�������Ͳĵ���������ɡ�
1. ʵѵ̨����������˫���ǹ��������ܽṹ��������������ͻ�еװ�����������֡�����������Ҫ�ɿ�����塢��Դת���ӿڡ����ư�ť����ɣ���еװ�����������������̨�棬ѧ���������氲װ�͵������ֻ�е������
2. �������ƹ�������˫���ǹ��������ܽṹ���ṹ��̡�ǰ�Ų�������ƣ��ɹ۲쵽�ڲ�Ԫ�����ṹ����Ϊ���㣬���ϲ�Ϊ������ѹָʾ����������λ��ť���ؼ�����ָʾ���ڶ���Ϊ����̬ͬ��������Ԫ�Լ���Դ�����Ԫ�����²�Ϊ����ʵѵ������ PLC ��������������չ��Ԫ���ŷ�����������������������������Ƶ����ִ�в������߶��ӵȡ�
3. ��е�����������ɶ��ֻ�е����������ɣ����������������������˿�˴����Ȼ�е���ʹ���������װ�乤�ռ����ȼ��ʵѵ��
4. ��ά���ϲ�����ʮ�ֻ�̨�����ɵװ塢�л��塢����˿�ܸ���ֱ�ߵ��츱���������֡���������װ�õ���ɣ�����ɹ���˿�ܸ���ֱ�ߵ��츱���������ֵȵ�װ�乤�ռ����ȼ��ʵѵ��
5. �Զ������ϻ������ֿ⣩��������ϡ����°������ϵȹ��ܣ�ʹë���Ϻ����ֿ���������Զ������ϻ������ֿ⣩��װ�乤�ռ����ȼ��ʵѵ��
6. ת������������ģ����ת��ʵ��ģ�߸�������Ҫ���ϡ���ģ����������ɣ��������ģ�̡���ģ�̼�����ģ��֮���װ�乤�ռ����ȼ��ʵѵ��
7. ģ�ߣ�������ʵ����ģ�ߣ�ʵ�ֶԹ����ij�ѹ��������ģ��Բ��ģ������ģ 3 ��ģ�ߣ�������ģ��У�� 1 �ס�
8. �Զ���ѹ������ͨ����Һ��ѹ������ɶ�ģ�ߵij�ѹ���̡�
9. ����̨������˫���ǹ��������ܽṹ�������γߴ�Ϊ 70mm �� 50mm �� 800mm �����Ϻ�� 2mm ��̨����ʵľƽ�壨���γߴ�Ϊ 900mm �� 700mm �� 40mm ���������ɡ�����̨�����������루�������ֱ����ڷ��ù������ϣ������·������������ƣ��ɷ����㲿��������ȡ�
10. ͼֽ���Ҽܣ�ͼֽ���Ҽ̶ܹ��ڲ���̨�ϣ����γߴ�Ϊ 900mm �� 150mm �� 700mm �����ÿ��ʽ�ṹ���ṹ���ա��ι̡����۴��ȿ������ʱ�ķ������ã��ֿɹ��ù�������ͼֽ���������̿ɷ���С���㲿����
11. װ�估���ߣ����ó��õ�װ�乤�ߺͼ��ߣ�ͨ�������ߵ�ʹ�ã����չ����߲����淶��
�塢��������
��� |
���� |
��� |
���� |
��λ |
��ע |
• |
ʵѵ̨ |
����˫���ǹ��������ܽṹ�� 40mm ������ƽ��̨�棬�����·����д�������Ϸ����� 2 ������ |
1 |
̨ |
|
• |
�������ƹ� |
��Դ����ģ�� |
�������Դ�ܿ��أ���©��Ͷ�·�������������۶����������Ӵ������м�̵��������ص�Դ��Կ���ء���ͣ��ť��ֹͣ������ť���졢�̣���ϵͳ������ť���ؼ�ָʾ�Ƶ���ɣ����ṩϵͳ��Դ������ 380V ������ 220V, ֱ�� 24V ��������չ��Դ������ 220V һ�飬ֱ�� 24V ���飩 |
1 |
�� |
|
• |
�ɱ�̿�����ģ�� |
������ SMART CPU ST60 DC/DC/DC ������ģ�鱾�弯��һ����̫���ӿں�һ�� RS485 �ӿ� ,36 ·���������룬 24 ·��������� |
1 |
�� |
��ѡ 1 |
• |
������������� 3U ϵ�������� FX3U-48MT �� 24 ������ /24 ���������������������չģ�� FX2N16EX �� 16 ·���� |
1 |
�� |
• |
������ģ�� |
��������̬ͨ�������� 10.2 Ӣ��Һ����ʾ�������Դ DC24V ��������ӿڡ� USB �ӿڡ����ڵ� |
1 |
�� |
|
• |
������������ģ�� |
�ŷ�������������ö�Ԫ JSDEP-15A ���߱�ת�ء��ٶȡ�λ�á���Ե㶨λ�����ģʽ�л����ܣ� 220V �����ŷ�������ö�Ԫ 400W TSB07301C-2NT3-1 ������ 2500ppr ����������������������������� M ϵ�У����࣬������ 1.0-4.2 ����ѹ�� DC �� 18-48 ����ϸ�֣� 2-128 ������ 57 �� 86 ���������������� 57H500Q30 �����ٱ� 1:30 ����Ƶ���������� D700 ϵ�� 0.4KW ��Ƶ�������� AC380V �������˲����� V/F �������ƣ����ڷ�ʽ PAM ���ƣ��������ٵ���������ž��� 400W 80YS25GY22 ����������� 80GK60H ���ٻ� |
1 |
�� |
|
• |
������չģ�� |
DC24V ��ɫ����ɫָʾ�ơ��������� 1 ֻ����λ��ť���� 1 ֻ����ť�������ƣ� 2 ֻ |
1 |
�� |
|
• |
���������� |
��Ҫ�ɽӽ����أ� LE4-1K �� GKB-M0524NA ���������߹�翪�أ� SA005-1K ������Һ��ѹ�״��Կ��ء����������״��Կ��ء��̶����״��Կ��ء��������״��Կ��ص���� |
|
|
|
• |
��е�豸���� |
�������� |
��Ҫ����ͬ����������ͬ����Ϊ XL050BF ϵ�У�ͬ����Ϊ XL050 ϵ�У����������� 08B �����������ȵ��ʹ������� |
1 |
�� |
|
• |
��ά���ϲ�����ʮ�ֻ�̨�� |
��Ҫ�ɹ���˿����ĸ�������ȷֱ�Ϊ 508mm �� 605mm ������ֱ�� 20mm ������ 5mm ����������ֱ�ߵ���ͻ��飨���ȷ� 470mm ������ 15mm �����ȷ� 550mm ������ 23mm ���֣�������̨�棨�װ塢�л��塢�ϻ���������У��ǽӴ���� 7202AC �������� 6202-2RZ �����������Ϊ��֤˿�˸߶ȿɵ�����������ĸ߶�Ϊ���֣����˸ǡ��ȸ߿顢��顢����ѹ���顢���춨λ�����ɣ�Ϊ��֤�豸���ȶ��ԣ�����̨�漰�����ȫ�����þ������칤�ռӹ����� |
1 |
�� |
|
• |
�Զ������ϻ������ֿ⣩ |
��Ҫ�ɹ��������䡢�����䡢������̣� PAFS-15��10 3 ��������ͨ�����֣� 08B ���������� 08B ������������ͬ�����֣� XL050BF ϵ�У���ͬ������ XL050 ϵ�У���������������У� 6004-2RZ ������������� |
1 |
�� |
|
• |
ת������ |
��Ҫ������ģ�̶�λ������ģ�����Ͽס��� 08B ���������� 08B ��������������ģ�̡���ģ�̡������ᡢ������������Բ������У� 32004 �� 32907 �� 32909 ����֧�����˸ǵ���� |
1 |
�� |
|
• |
ģ�� |
��Ҫ����ģ�ܳɡ���ģ���ס���ģ��λ�飨 2 �飩����ģ��ģ��У������� |
3 |
�� |
|
• |
�Զ���ѹ���� |
��Ҫ���Զ��崲��������Һ��ѹ�ף� APTC-50-20-1T-F �Ӵ�ʯ������ɣ�Ϊ��֤�豸���ȶ����Զ��崲�������þ������칤�ռӹ����� |
1 |
�� |
|
• |
����ģ�� |
��Ҫ�ɵ�ط��װ塢��ط��� 4V11006B 5 �������������������ֻ�������λ�ù̶����ס����������ס��������ס���Һ��ѹ�ס���ͨ����ͨ�� PU ���ܡ��컻��ͷ�����ã� ESW-24 ������� |
1 |
�� |
|
• |
���� |
�繤������ |
������ʽ���ñ�������ǯ������ǯ��б��ǯ����˿�������ӡ��������������������ܡ�����˿�� |
1 |
�� |
|
• |
��ͭ�� |
һͷ�� 18 ��һͷ�� 14 �ͦ� 30 �� 1 �� |
2 |
�� |
|
• |
���� |
150 |
1 |
�� |
|
• |
һ����˿�� |
10 ��ͨоһ����˿�� |
1 |
�� |
|
• |
��Ƥ������ͷ |
Բͷ������ 1.5 ������ǯ������ 500g ������Ƥ���� 1 �� |
1 |
�� |
|
• |
������� |
9 ���������ǰ��֣� 150mm �� 250mm ����ָ� 1 �ѣ����� 14-17 �Ϳ��� 7 ������ 1 �ף����� 17-19 ����÷������ 1 �ѣ� M14 �� M18 �� M22 Բ��ĸ���� 1 �� |
1 |
�� |
|
• |
������ |
420 �� 530 |
1 |
�� |
|
• |
���װ����Ͳ |
|
2 |
�� |
|
• |
ﱵ� |
ʲ��ﱡ��б�� |
1 |
�� |
|
• |
��ֱ� |
����Ϊ M8 |
1 |
�ס� |
|
• |
���� |
����ƽ�� |
300mm �� 300mm |
1 |
�� |
|
• |
�α꿨�� |
������Χ�� 0 �� 300mm ���ֶ�ֵ�� 0.02mm |
1 |
�� |
|
• |
����α꿨�� |
������Χ�� 0 �� 200mm ���ֶ�ֵ�� 0.02mm |
1 |
�� |
|
• |
ֱ�dz� |
200 �� 130 �� 12.5mm |
3 |
�� |
|
• |
����� |
��Ϊ 70mm ��ֱ��Ϊ 35mm |
2 |
�� |
|
• |
�ܸ�ʽ�ٷֱ� |
0 �� 0.8mm ���ֶ�ֵ�� 0.01mm ����ת��ͷ�����Ա��� |
1 |
�� |
|
• |
�ٷֱ� |
0 �� 10mm ����ת��ͷ�����Ա��� |
1 |
�� |
|
• |
ǧ�ֳ� |
0 �� 25mm |
1 |
�� |
|
• |
��ֱ�� |
500mm |
1 |
�� |
|
• |
���� |
�������� 0.02 �� 1.00mm |
1 |
�� |
|
• |
����̨ |
����˫���ǹ��������ܽṹ�������������루�������ֱ����ڷ��ù������ϣ������·������������ƿɷ����㲿��������� |
1 |
̨ |
|
• |
ͼֽ���Ҽ� |
ͼֽ���Ҽ̶ܹ��ڲ���̨�ϣ����ÿ��ʽ�ṹ���ṹ���ա��ι̡����۴��ȿ������ʱ�ķ������ã��ֿɹ��ù�������ͼֽ���������̿ɷ���С���㲿���� |
1 |
̨ |
|
• |
��� |
����С���̵��¡���Ʒ�����̣�������ʹ���ֲᡢ����ȣ� |
1 |
�� |
|
• |
|
����������ҵ��Ʒ |
|
|
|
• |
|
|
|
|
|
• |
�Ͳĵ����� |
���ڷ��ü�������·�װ���ĸ���ɲ���������֣��ߴ磺 560mm �� 600mm �� 1020mm |
1 |
̨ |
|
• |
����� |
����Ʒ�� |
1 |
̨ |
�û��� �� |
����ʵѵ��Ŀ
��Ŀһ����еʶͼ��װ�乤�յı�д
���ݲ�װͼ����װͼ��������е�豸�Ĺ���ԭ����װ���ϵ�ͼ���Ҫ������ݣ�����дװ�乤�ա�
��Ŀ�����Զ������ϻ������ֿ⣩��װ�������
���ݲ�װͼ����װͼ����е�豸�Ĺ���Ҫ������ȷ��װ�乤��Ҫ����ɵ��졢��������ͬ���������ȵ�װ���������������������λ�ã���֤���ά���ϲ�������ϡ�
��Ŀ������ά���ϲ�����ʮ�ֻ�̨����װ�������
���ݲ�װͼ����װͼ����е�豸�Ĺ���Ҫ������ȷ��װ�乤��Ҫ�����ֱ�ߵ��츱������˿�˸�����С��������������λ���ֵȵ�װ�������������ɶ�ά���ϲ�����ʮ�ֻ�̨��������������̵��ԡ�
��Ŀ�ġ�ת����ѹ������װ�������
���ݲ�װͼ����װͼ����е�豸�Ĺ���Ҫ������ȷ��װ�乤��Ҫ������ϡ���ģ�̵�װ����������������ϡ���ģ�̵�ͬ��ȡ�
��Ŀ�塢ģ�ߵ�װ�������
���ݲ�װͼ����װͼ����е�豸�Ĺ���Ҫ������ȷ��װ�乤��Ҫ����ɳ�ѹģ���ϡ���ģͬ��ȵ�װ���������
��Ŀ�������ʹ���������װ�������
���ݲ�װͼ����װͼ����е�豸�Ĺ���Ҫ������ȷ��װ�乤��Ҫ��������������������ȵ��ʹ���������װ���������
��Ŀ�ߡ�������װ���·����
���ݵ���ͼֽ����Ҫ����ɻ�е�豸��������ϵͳ��������װ�͵�·���ӡ�
��Ŀ�ˡ����������������������
��ϲ������ʹ���ֲᣬ��ɲ����������Ǽ������������ã�����д PLC ���Ƴ���
��Ŀ�š��ŷ������������������
����ŷ����ʹ���ֲᣬ����ŷ��������Ҫ�������ã�����д PLC ������ŷ�������о��ܿ��ơ�
��Ŀʮ����Ƶ����������������
��ϱ�Ƶ��ʹ���ֲᣬ��ɱ�Ƶ������Ҫ�������ã�����д PLC ����Խ���������ж�ε��ٿ��ơ�
��Ŀʮһ�� PLC �����������������
���ݻ�е�豸�Ĺ���Ҫ���� PLC ������������ı�д����ԣ���ɸ�ģ����Զ����ơ�
��Ŀʮ������е�豸�ĵ��ԡ����м��Լӹ�
�������л�е�豸���ﵽ�涨�Ĺ���Ҫ��ͼ���Ҫ�����л�е�豸���Լӹ���
